Brasagem
A AWS (American Welding Society) Define brasagem como: "o processo de união de peças através do aquecimento e adição de material, cujo ponto de fusão é inferior ao metal de base". Daqui tira-se que:
- Processo de união de peças - Aplica-se a uma grande gama uniões
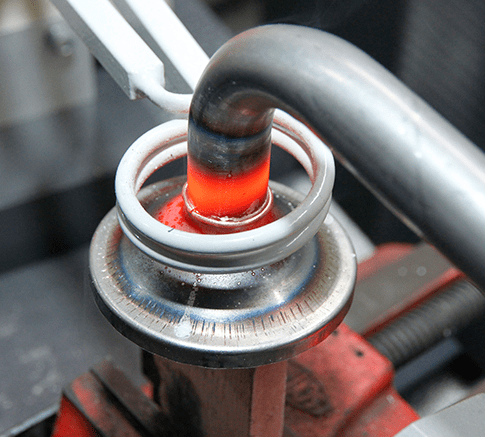
- Aquecimento: Basicamente define o processo de brasagem, assim temos brasagem indutiva, à chama, em fornos (estanques ou contínuos), a laser, etc..
- Adição de material - Adiciona-se material para que a brasagem efetivamente ocorra.
- Ponto de fusão inferior ao metal de base - A união por brasagem, diferente da soldagem, ocorre pela fusão somente do material de adição. Na forma pura ou ligas tem ponto de fusão inferior ao do metal de base.
Fluxos
Brasagem normalmente requer a aplicação de fluxos (boretos e fluoretos) para a desoxidação da junta a ser brasada. Confunde-se esta operação com a limpeza da junta no tocante a graxas, óleos e impurezas diversas. Não é esta a função do fluxo. Ele é um desoxidante, ou seja, serve para quebrar a cadeia de óxidos superficiais nas juntas tais como óxidos de ferro, cobre, bronze, etc..
Materiais, mesmo limpos e isentos de impurezas, podem conter óxidos superficiais que impendem a coalescência entre o material de base e o material de adição, assim a aplicação fluxos é fundamental para uma boa brasagem. Estes podem ser na forma pastosa ou gasosa (gasflux). Em fornos com atmosfera redutora (N2H2) os óxidos são "reduzidos" pelo H2 numa combinação química de oxi-redução.
Capilaridade
Fenômeno físico que faz o material de adição migrar para dentro da junta. Está diretamente relacionado com as folgas entre os componentes. Folgas excessivas ou muito reduzidas levam a juntas defeituosas e inadequadas.
Material de Adição
Uma gama muito extensa de materiais de adição para diferentes materiais de base estão disponíveis no mercado. A correta definição considerando a compatibilidade dos mesmos à junta a ser brasada é uma das condições para obtenção de uma boa união.
Aquecimento
A fonte de energia para a fusão e aquecimento da junta define o processo. Para cada um existem condições que devem ser cumpridas para a correta ocorrência da brasagem. Brasagem indutivas, à chama, são as mais comuns, largamente empregadas em indústria de refrigeração na união de tuberias. Brasagem em fornos com atmosferas controladas são também muito empregadas e está relacionada a altos volumes produtivos. Tem logicamente um investimento inicial muito maior.
Objetivos da Brasagem
O objetivo primeiro da brasagem é unir peças. Deve cumprir requisitos para tanto, tais como:
Tipo de aquecimento(do processo em si): Indutiva, à chama, fornos ou outras formas de aquecimento.
Material de adição (ligas), ponto de fusão, temperatura de trabalho, janela de fusão, diagrama de fase para definição do intervalo de solidificação.
Folgas das juntas(relacionada com o tipo de aquecimento), alguns materiais a serem brasados em altas temperaturas devido ao coeficiente de dilatação térmica, pela dissimilaridade dos materiais, requerem montagem sem folga (interferente)
Volumes produtivos: Altos volumes produtivos podem necessitar a brasagem em fornos de esteira contínua. Algumas vezes pelo tamanho da peça, isto não é possível (peças com dimensões muito grandes). Várias estações de brasagem indutivas ou a chama podem ser empregadas nesta situação
Utilização de Fluxos: Forma (pastoso, gasoso), quantidade, aplicação (manual ou dosador automático).
Treinamento e qualificação dos operadores de brasagem. Operadores que tem os conceitos básicos, e pessoal de apoio com conhecimento mais aprofundado, são os que produzem as melhores juntas brasadas.
A Shark já realizou diversos trabalhos com brasagem, tanto em fornos como em outros tipos de aquecimento.Consideramos que a qualificação dos operadores de brasagem seja igualmente importante. Um dos pilares da brasagem é o treinamento. A Shark dispõe de pessoal qualificado, cursos com ementa focada nos fundamentos, prática, e inspeção.
Por ser um processo largamento empregado, principalmente brasagem a chama (maçarico), os seus fundamentos são muitas vezes negligenciados. Extrair o melhor destes processos é o objetivo final da Shark Consulting.
Consulte-nos sem compromisso sobre processos de brasagem através do formulário abaixo. Podemos auxiliar tanto na definição inicial como na otimização de condições existentes.
Shark Consulting - Paixão pela Engenharia.